グリーンアンモニア製造およびアンモニアクラッキング用触媒
アンモニアへの化学的変換による水素輸送は、必要とされる非常に大きな規模において、最もコスト競争力のあるソリューションとなることが期待されるため、大いに注目されています。この手法では、保管と輸送のために水素をまずアンモニア(NH3)に変換し、その後使用時にアンモニアはクラッキングを経て水素に再変換されます。クラリアントは、アンモニアに関わる新しい水素経済を牽引する触媒プロバイダーの一員として、アンモニア合成とクラッキング用の非常に革新的な触媒を提供しています。
グリーンアンモニア製造およびアンモニアクラッキング用触媒
アンモニアへの化学的変換による水素輸送は、必要とされる非常に大きな規模において、最もコスト競争力のあるソリューションとなることが期待されるため、大いに注目されています。この手法では、保管と輸送のために水素をまずアンモニア(NH3)に変換し、その後使用時にアンモニアはクラッキングを経て水素へ再変換されます。クラリアントは、アンモニアに関わる新しい水素経済を牽引する触媒プロバイダーの一員として、アンモニア合成とクラッキング用の非常に革新的な触媒を提供しています。
アンモニアクラッキングの工程
大規模なアンモニアクラッキング
大規模な工程、例えばエネルギー供給網に水素を送るために1日に1,000トン以上のアンモニアを処理する場合、主要な工業用プラントが望ましいのは明らかです。そのようなプラントを建設し、HyProGen 820, 821および830 DCARBといった実績のあるニッケル触媒を使用して、自治体や鉄鋼、セメント、化学関連企業など産業消費者のニーズに応えることが可能です。
これらの大型プラントは、ほとんどの場合、プラントの効率を最大限に保つために2つのタイプの反応器を備えています。
小規模アンモニアクラッキング
分散型設備は、HyProGen 850 DCARBなどのルテニウム触媒を使った毎時数百キログラム程度のアンモニアを処理する小規模工程に適しており、燃料電池などの用途に高純度水素を生成します。車両に水素を供給する給油所の近くに設けるのが最適です。
アンモニアを水素に再変換するアンモニアクラッキング工程は、港に近い大規模な集中型プラントで、あるいは市街地などの小規模分散型プラントで行われます。集中型および分散型アンモニアクラッキングは、意図する使用場所に依ってそれぞれの利点があります。
アンモニアクラッキング工程スキームと反応器のタイプ

アンモニアクラッキング工程スキームと反応器のタイプ
断熱型反応器
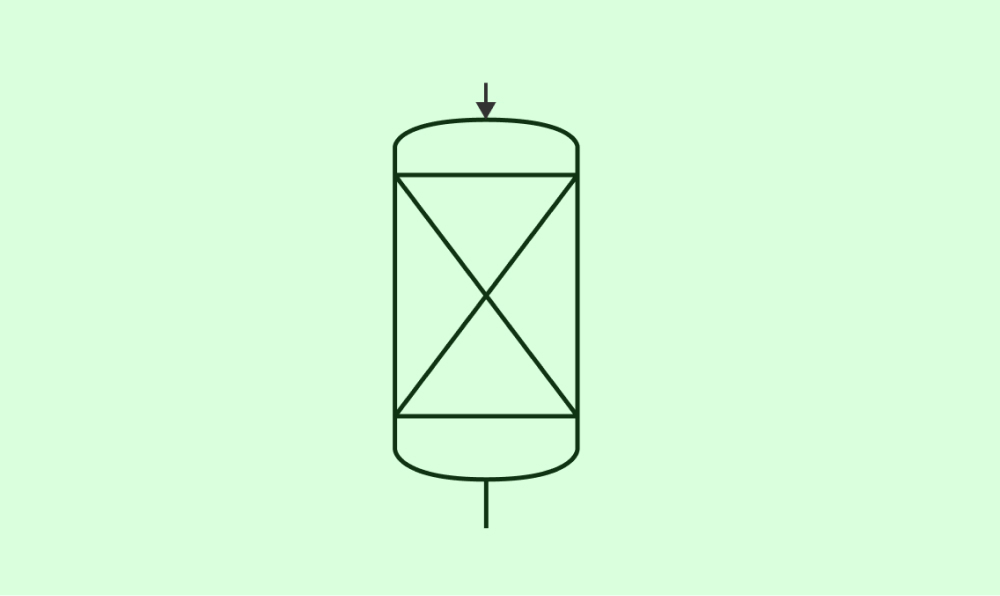
- 触媒には高活性が必要であり小サイズとなりうるが、機械的安定である必要性は低い。
- 高活性金属を含む全粒子触媒
- 圧力20〜40バール / 最高温度650°C
クラリアントの断熱型反応器用触媒
HyProGen 820 DCARB:画期的な処方により熱安定性が向上し、断熱型反応器の入口温度の引上げが可能
HyProGen 821 DCARB:断熱型反応器の底層用に最適化された低温アプリケーション用の高活性ニッケル系触媒
チューブ式加熱型反応器
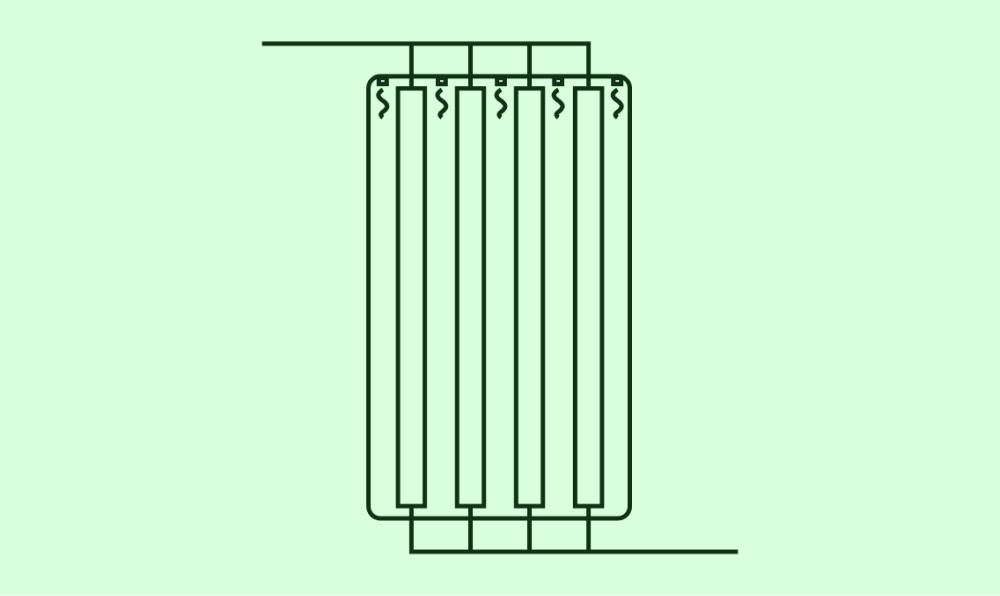
- 水蒸気改質と同様の設計
- 触媒には高い機械的安定性と低い圧力損失が必要です。
- 活性金属コーティング/担体支持
- 圧力20〜40バール / 最高温度700°C
クラリアントのチューブ式加熱型反応器用触媒
HyProGen 830 DCARB:高温のアプリケーション用に設計された高活性かつ機械的に頑丈なニッケル系触媒です。
当社触媒
HyProGen™ 820 DCARB
大規模クラッキング 断熱型反応器触媒
高い熱安定性を持つよう設計され入口温度の引き上げが可能であり、断熱型反応器での転化率を最大化するニッケル系触媒
製品のメリット
- 高い熱安定性
- 高活性で頑丈な触媒
お客様のメリット
- 長寿命
- 断熱型反応器における転化率の向上
- エネルギー効率の向上
HyProGen™ 821 DCARB
大規模クラッキング 断熱型反応器用触媒
HyProGen 821 DCARBは高活性のニッケル系触媒であり、同等の安定性と活性を持つルテニウム触媒の優れた代替品となります。
製品のメリット
- ルテニウムに匹敵する最高の活性
お客様のメリット
- 断熱型反応器における転化率の向上
- エネルギー効率の向上
HyProGen™ 830 DCARB
大規模クラッキング チューブ式加熱型反応器用触媒
改質用チューブ式加熱型反応器のような高温用途(550 – 750ºC)向けに設計されたニッケル系触媒です。
製品のメリット
- 多数の事例にて実証済み
- 優れた安定性
- 高活性
お客様のメリット
- 最高の確実性と信頼性
- カスタムメイドのソリューションに対応できる多様な形状
- エネルギー効率の向上
HyProGen™ 850 DCARB
小規模アンモニアクラッキング用の貴金属触媒
低温・低圧用(370 – 550°C)に設計された高活性ルテニウム系触媒
製品のメリット
- 低温における高活性
- 低圧における高活性
お客様のメリット
- 小規模でコンパクトなプラント設計
- 効率性の向上