sunliquid® によるわらのバイオ燃料への変換
再生化石燃料への依存度を減らし、現地での燃料製造を促進する
気候変動と減りつつある化石燃料の埋蔵量に直面する中、環境に優しい代替エネルギーが求められています。自動車業界は世界の原油生産量の約50%を消費しています。Sunliquid®により、クラリアントは、高水準の気候バランスを特徴とする、第二世代バイオ燃料のセルロース由来エタノールを生成するプロセスを開発しました。
ChallengeA WELL-KNOWN DILEMMA FOR ALTERNATIVE ENERGY: GROWING CROPS FOR FOOD OR FOR FUEL?Already existing biofuels have been produced from canola, corn or cereals – edible plants, rising the discussion concerning food or fuel resp. competition for arable land. To-date the manufacture of biofuels from non-edible biomass such as straw has been very costly due to expensive enzymes needed and energy-intensive processes.

ソリューション
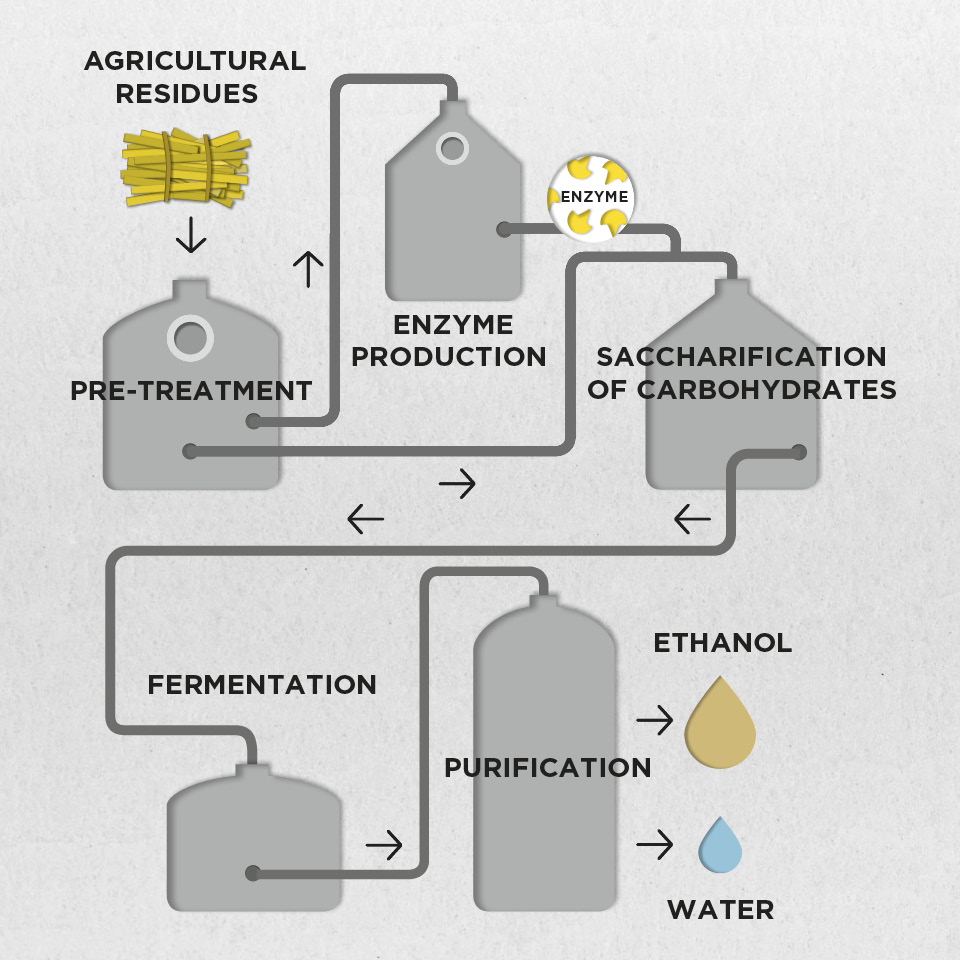
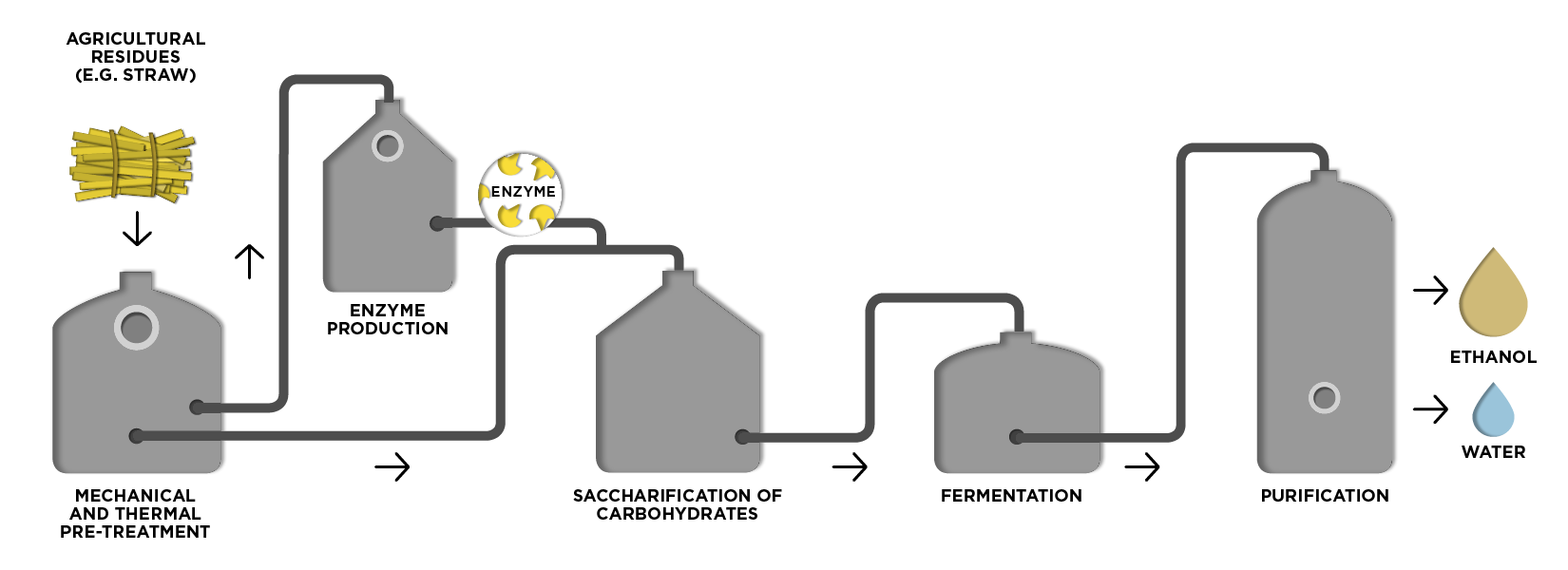
Sunliquid®プロセスは農業残渣のみをバイオ燃料に変換
Sunliquid®プロセスは、様々な地域で入手可能な農業残渣のみを活用します。新たに開発されたバイオ技術によるエネルギー自給型プロセスにおいて、クラリアントは、わらやその他の農業残渣からの抽出が困難な糖を、効率的かつ経済的にバイオ燃料に変換することに成功しました。加工中の原料に正確に適合するように最適化した酵素群により、このプロセスは高い糖収量を達成します。
ソリューション
Sunliquid®プロセスは農業残渣のみをバイオ燃料に変換
Sunliquid®プロセスは、様々な地域で入手可能な農業残渣のみを活用します。新たに開発されたバイオ技術によるエネルギー自給型プロセスにおいて、クラリアントは、わらやその他の農業残渣からの抽出が困難な糖を、効率的かつ経済的にバイオ燃料に変換することに成功しました。加工中の原料に正確に適合するように最適化した酵素群により、このプロセスは高い糖収量を達成します。
利点
エネルギー自給型プロセスは「環境に優しい仕事」を創出し、化石燃料への依存度を下げる
減少した
CO2 排出量
温室効果ガスの排出を化石燃料に比べ95%減少させます。
増加した
バイオエタノール生成効率
従来型プロセスよりも50%多くのエタノールを生成し、あらゆる種類の砂糖を同時に変換できます。
エネルギー
自給型
追加のエネルギーは不要です。プロセスエネルギー全体は、バイオマスの残渣として取得されるリグニンに由来します。
統合プロセスによる
酵素生産
調達費用を最小化し、プロセス全般のコスト効率化を図ります。
さらに詳しい情報については
当社までお問い合わせください
お電話でお問い合わせになるか、 ビジネスユニットの 新事業 – バイオテク& バイオ化学。
