sunliquid® - conversão de palha em biocombustível
ReproduzirRedução na dependência de combustíveis fósseis e incento a produção local de combustíveis
Em face das mudanças climáticas e da diminuição das reservas de combustíveis fósseis, continua a busca por alternativas ambientalmente compatíveis. O setor automotivo consome cerca de 50% do petróleo bruto produzido no mundo. Com o sunliquid®, a Clariant desenvolveu um processo que visa produzir etanol celulósico, um biocombustível de segunda geração que se distingue por um equilíbrio climático de primeira classe.
ChallengeA WELL-KNOWN DILEMMA FOR ALTERNATIVE ENERGY: GROWING CROPS FOR FOOD OR FOR FUEL?Already existing biofuels have been produced from canola, corn or cereals – edible plants, rising the discussion concerning food or fuel resp. competition for arable land. To-date the manufacture of biofuels from non-edible biomass such as straw has been very costly due to expensive enzymes needed and energy-intensive processes.

Solução
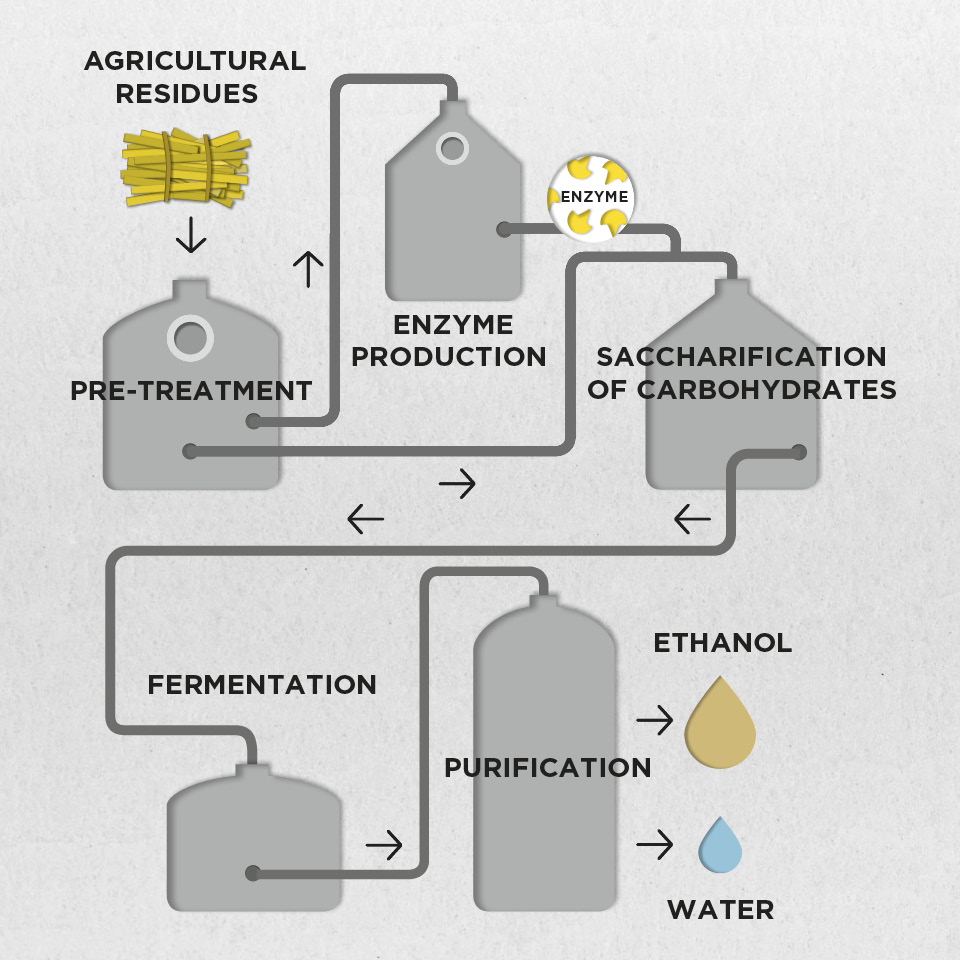
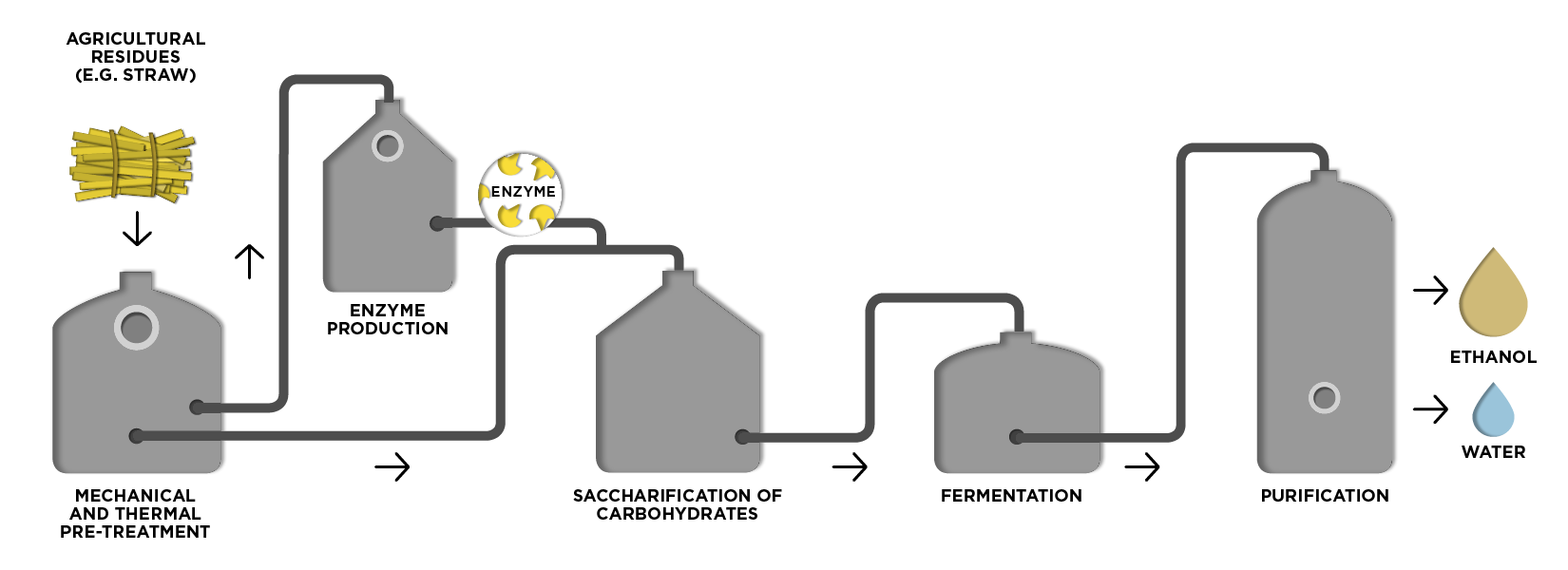
O PROCESSO SUNLIQUID® CONVERTE SOMENTE RESÍDUOS AGRÍCOLAS EM BIOCOMBUSTÍVEL
O processo sunliquid® utiliza somente os resíduos agrícolas disponíveis nas diversas regiões. Em um recém-desenvolvido processo biotecnológico de autossuficiência em energia, a Clariant conseguiu, de maneira eficiente e econômica, converter em biocombustível o açúcar (de difícil acesso) presente na palha e outros resíduos agrícolas. Com suas enzimas otimizadas adaptadas exatamente à matéria-prima a ser processada, o processo proporciona alta produtividade de açúcar.
Solução
O PROCESSO SUNLIQUID® CONVERTE SOMENTE RESÍDUOS AGRÍCOLAS EM BIOCOMBUSTÍVEL
O processo sunliquid® utiliza somente os resíduos agrícolas disponíveis nas diversas regiões. Em um recém-desenvolvido processo biotecnológico de autossuficiência em energia, a Clariant conseguiu, de maneira eficiente e econômica, converter em biocombustível o açúcar (de difícil acesso) presente na palha e outros resíduos agrícolas. Com suas enzimas otimizadas adaptadas exatamente à matéria-prima a ser processada, o processo proporciona alta produtividade de açúcar.
Vantagens
PROCESSO AUTOSSUFICIENTE EM ENERGIA CRIA »EMPREGOS ECOLÓGICOS« E REDUZ A DEPENDÊNCIA DE COMBUSTÍVEIS FÓSSEIS
REDUÇÃO DAS EMISSÕES DE
CO2
As emissões de gás de efeito estufa são reduzidas em 95% em comparação com a dos combustíveis fósseis.
MAIOR
PRODUTIVIDADE DE BIOETANOL
Produz 50% a mais de etanol do que os processos anteriores e é capaz de converter todos os tipos de açúcar, simultaneamente.
ENERGIA
AUTOSSUFICIENTE
Não há necessidade de energia adicional. Toda a energia necessária para o processo é oriunda da lignina, obtida como resíduo na biomassa.
PRODUÇÃO DE ENZIMAS
INTEGRADA AO PROCESSO
Minimize os gastos com contratos e torne o processo geral mais eficiente.
Deseja saber mais?
ENTRE EM CONTATO
Ligue ou entre em contato com um dos nossos profissionais da Novos negócios – Biotecnologia & – Produtos bioquímicos.
