KEY PARAMETERS FOR RELIABLE FEEDSTOCK PURIFICATION IN RENEWABLE FUEL PRODUCTION
The following article has been published in the 'Biofuels International Magazine' (Nov/Dec Issue).
Growing regulation regarding biofuels is forcing producers to turn to alternative
feedstocks, which can pose major purification challenges.
Now, next-generation adsorbents aim to overcome these,
helping producers maximize their throughput and yields.
Authors:
Dr. Vinicius R. Celinski, Application Development Manager
Carlos Rodriguez, Head of Technical Sales/PM
Dr. Arne Dinse, Senior Sales Account Manager
Filtration is the Bottleneck
Pretreatment of feedstock using a technological adsorbent always requires subsequent removal of the processing aid from the feedstock through a suitable technique. In refineries, this is often implemented by means of leaf filters, where the adsorbent is captured in metal screens with a defined mesh, building a filter cake. A significant amount of contaminants is also removed during this step.
Particle size distribution of the material used for purification is key to achieving high flowrates when dealing with a high contaminant profile.
Industrial-scale filtration typically follows a four-step process (Fig. 1).
Figure 1. Industrial filtration process (simplified). Source: Clariant

Industrial Filtration in Detail
1. Precoating:
It is essential to cover the metal sieve with high-quality bleaching earth. If the precoat is not well produced (e.g. contains trace contaminations, gums, fines, etc.), it could significantly reduce the filtration cycle.2. Filtration:
After the filter is precoated, a certain amount of ∆P (differential pressure) is needed to allow efficient filtration. This step is significantly affected by the permeability and homogeneity of the cake, which depends on several factors, including level of contamination, (especially through phosphorous compounds), correct porosity and particle size distribution of the adsorbent, desired flow rate, and dosage of bleaching earth.3. Drying:
Steam is typically used for the drying process. The main idea is to drag the oil out of the filter cake to recover filtered oil. Prior to drying, oil content is generally higher than 50%, and reduces to less than 25% after the process. A homogeneous coating of the sieves, and the right sequence are key to maximizing efficiency, increasing yield, and minimizing oil retention in the spent adsorbent.4. Disposal:
This step is greatly influenced by the previous ones, since cake discharge is mechanical and often occurs automatically through the vibration of the filter leaves. Appropriate precoating and correct drying will ensure that the cake falls down easily. The leaves are then free of residual cake material, and ready to use for precoating again. This helps to avoid additional costs related to manual cleaning of the filters.As explained, the manner in which the processing aid creates the media is the most important parameter in ensuring smooth filtration.
New Regulations and Challenges
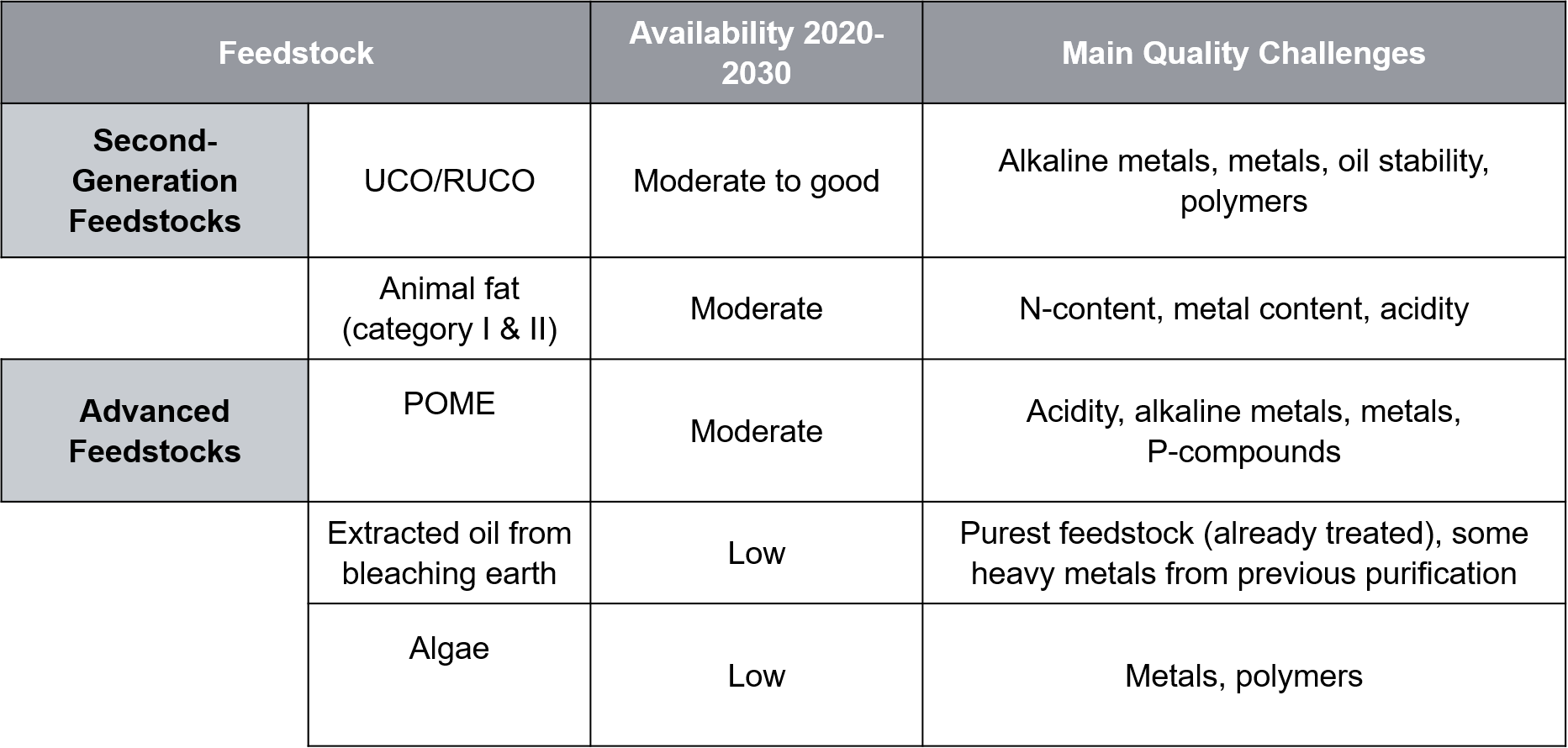
With the “Renewable Energy Directive” RED II already in place since the beginning of 2021, hydrotreated vegetable oil (HVO) and fatty acid methyl ester (FAME) producers, hoping to meet the stringent new requirements, are facing two main feedstock challenges: availability and quality (Table 1). New feedstock variants may be limited in supply and can feature very different impurity profiles. That, in turn, greatly impacts filterability during pretreatment, affecting production yields and, ultimately, profits. Overcoming these problems requires novel adsorbents and innovative technical strategies that can facilitate high-throughput purification.
Table 1. Availability and quality challenges of new feedstock variants used for biofuel production. (UCO = used cooking oil, RUCO = repurposed used cooking oil, POME = palm oil mill effluent.)
PRETREATMENT OF ALTERNATIVE FEEDSTOCK
Insufficient supply of “easy-to-treat” feedstocks forces producers to use lower qualities than their facility designs allow, adding considerable stress to their units. On the other hand, the ability to process difficult-to-treat feedstocks can give producers a huge advantage.
In the case of FAME or HVO, the feedstocks’ regulatory compliant specifications mean that the process remains stable. Yet, as previously mentioned, issues can arise further upstream, in the pretreatment unit, due to variations in alternative feedstocks that often require different capabilities regarding adsorption and filtration (Fig. 3).
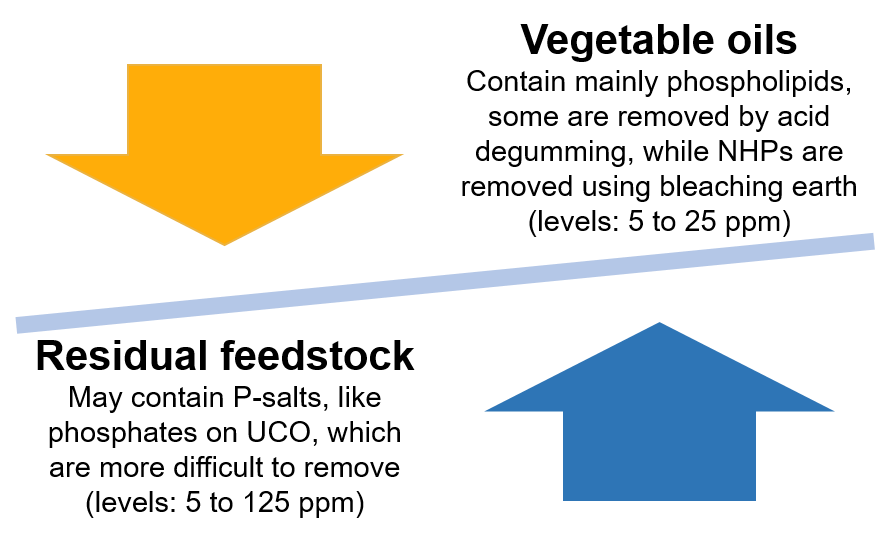
An adsorbent is required to reduce many undesirable substances that cannot be removed in the degumming steps. Compared to vegetable oils, alternative feedstocks can contain more complex contaminant profiles that also often feature stronger variation, such as phosphorous levels (Fig. 4).
Figure 3. Pretreatment of alternative feedstocks, such as FAME or HVO, requires different adsorption and filtration techniques.
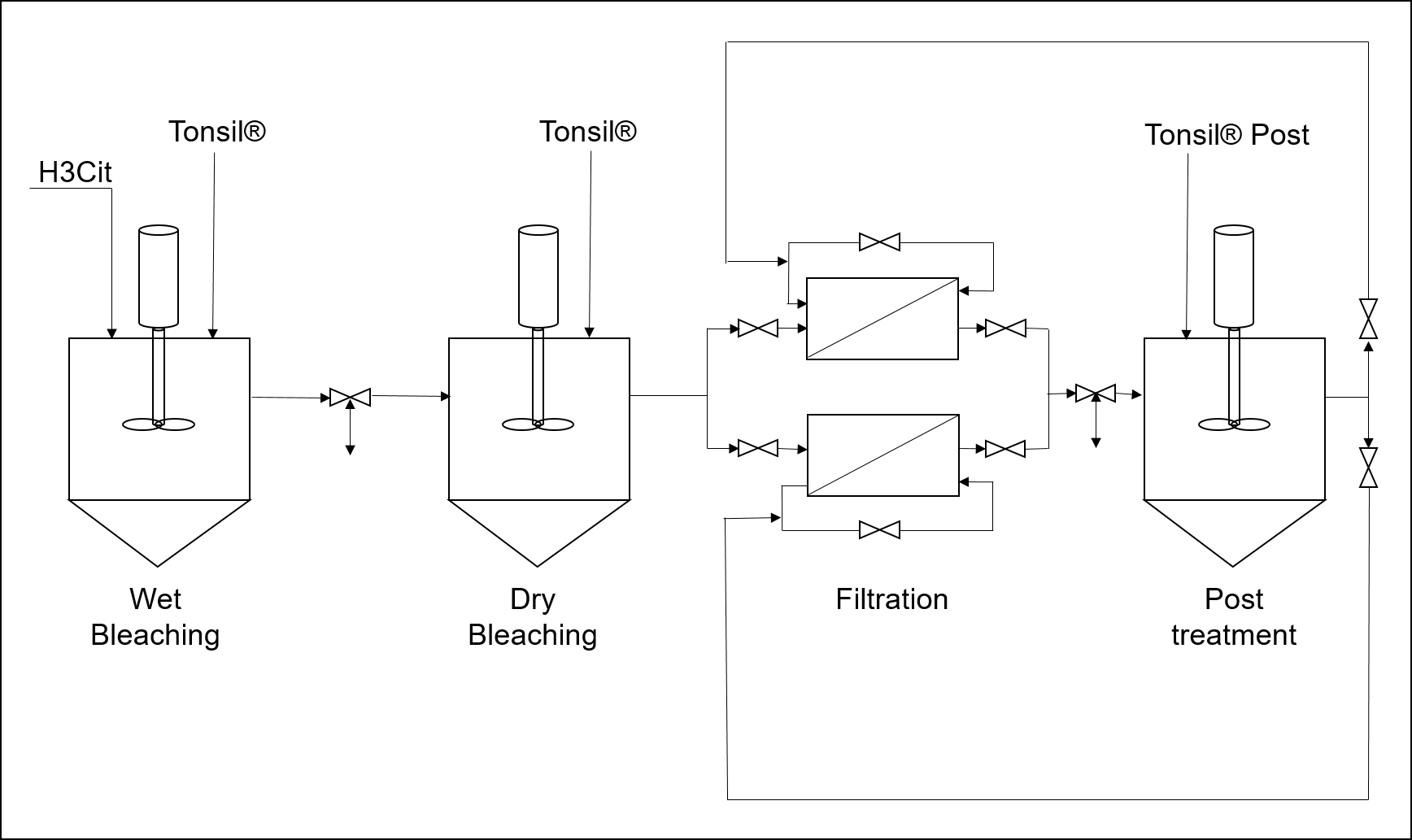
Figure 4. Contaminant content and removal challenges of residual (alternative) feedstock compared to vegetable oils.
Next-Generation Adsorbents
Alternative feedstocks require adsorbents that are not only able to remove a great variety of contaminants, but also enable an efficient filtration step. The necessary qualities are present in next-generation adsorbents, such as Clariant’s Tonsil™ RNF 919X FF and the newly launched Tonsil™ RNF 719X FF series. The highly activated, selective adsorbents are proven to considerably facilitate pretreatment of alternative feedstock and help overcome filtration challenges that can be caused by high molecular weight contaminants increasing viscosity, for example.
Another factor affecting the pretreatment unit’s throughput is adsorbent dosing. As alternative feedstocks have a complex contaminant profile and higher content levels that are more difficult to remove than from vegetable oils, adsorbent dosing needs to be significantly increased by 30 to 80% or higher. A highly activated and selective adsorbent not only helps reduce adsorbent dosage, but also increase plant throughput, and minimize oil retention in the cake. These aspects are critical to the total cost of ownership (TOC) in the adsorption process, and, thereby, the overall production costs.
Advantages for Biofuel Producers
Next-generation adsorbents can make the difference between not being able to filter at all or having favorable throughput and a technological advantage. Clariant’s internal lab test results demonstrate approximately 35% shorter filtration times (first pass) with new generation adsorbents than with past series (Table 2). This is a major advantage for producers, significantly broadening the scope of feedstocks they can operate, and ensuring high-throughput production with minimized oil retention in the spent adsorbent.
Table 2: Clariant Internal R&D lab test results comparing filtration times of Clariant standard vs. next-generation adsorbents in POME and animal fat.

Related Products
Several products of Clariant BU Catalyst’s Fuel Upgrading portfolio can also be used to further upgrade bleached biofeed-based refinery products with and without the presence of sulfur.
Especially base metal (e.g. Ni) catalysts such as HYDEX™-C, -E and -G are suitable for Tonsil™ RNF-bleached biofeeds to be used for co-feeding these into conventional petroleum-based refinery intermediates where sulfur is present in order to bring final products up to spec (such as the European diesel spec EN 590). Without further upgrading, biofeed addition often leads to off-spec products that need upgrading to be added to the global diesel fuel pool.
Noble metal-based (e.g. Pt) catalysts such as HYSOPAR™ 7000 in combination with a base metal catalyst such as NiSAT™ 310 can be used for low sulfur or no sulfur containing Tonsil™ RNF purified biofeeds. These so-called stand-alone applications help to produce pure renewable diesel and biojet (which are based on hydrogenated vegetable oils or HVOs) that meet specs like ASTM7566.