Discover Value. Discover Low Emission Technology.
How can we activate environmental responsibility?
Creating change from soil to air
The planet is changing and there’s no denying that our bad habits have made their contribution. But there is a way we can activate our environmental responsibility again: Innovative technologies can reduce emissions. New materials can conserve scarce resources. And central to all this is the will, not only to demand sustainability, but to create it.
On a mission to fewer emissions - Inventor Thomas Engelhardt and the secret of Ecosil™ LE+
You are the inventor of the LE+ Technology. Did you make the discovery by accident or did you pursue the goal intentionally?
Why of all things are BTEX emissions so important for the foundry industry?
Let me emphasize first that the starting point of this innovation—like all development projects —was a clear customer need: the reduction of foundry emissions. Our in-depth analysis of emission sources showed that both the organic binders in the cores, as well as the traditional carbon-based lustrous carbon generators in the green sand system, contribute to BTEX (benzene, toluene, ethyl benzene, xylene) emissions. Since Clariant provides green sand additives, I focused on a systematic screening of natural carbon materials with a low profile on volatiles creation under casting conditions that can substitute the traditional materials. Finally, I was able to identify a special grade of graphite fulfilling all requirements. It was by no means an accident, but like with all inventions, a bit of luck was involved.
Based on the simple fact that liquid iron at up to 1500 °C hits carbon in the green molding sand, the creation of volatile organic components and also dangerous BTEX emissions were deemed inevitable. This is why the legal limit for benzene emissions, for example, is four times higher for foundries than for other industries.Are all types of graphite suitable for LE+ Technology?
A special graphite grade, which was carefully selected over a long development process, is only one part of LE+ Technology. In contrast to bentonite, graphite cannot be dispersed very easily in a green sand system. For the success of LE+ Technology the combination of special graphite and dispersion agents is very important.
»We developed a test rig in our application lab
that measures emissions from green sand systems
under realistic foundry process conditions.«

GC-MS (gas chromatography-mass spectrometry) instrument

Dr. Thomas Engelhardt
Former Lab Head Application Development EMEA
Clariant Adsorbents
You’ve developed a method by which you can measure and compare emissions. How does this technology work?
Anybody can just promise lower emissions. To convince customers, you need to provide hard facts. We thus developed a test rig in our application lab that measures emissions from green sand systems under realistic foundry process conditions. Just like in a foundry, we pour liquid iron in a standardized green sand mold and collect all the gases in a specially designed absorber trap. We then desorb the gases from the absorber and analyze them qualitatively and quantitatively with state-of-the-art GC-MS techniques.How do you evaluate the results?
To prove the efficiency of our LE+ system to customers and authorities, we ask our customers to send us a green sand sample from their established process using traditional additives prior to introduction of the LE+ Technology. We measure the current BTEX emissions and use the results as a baseline later. After introduction of the LE+ Technology, the foundry sends us a second green sand sample, which is also analyzed regarding BTEX emissions in our application lab. The direct comparison of both samples proves the reduction of BTEX emissions from the green sand system to the customer. Customers who also need to reduce their emissions from cores can substitute organic with inorganic binder systems.
You are the inventor of the LE+ Technology. Did you make the discovery by accident or did you pursue the goal intentionally?
Let me emphasize first that the starting point of this innovation—like all development projects —was a clear customer need: the reduction of foundry emissions. Our in-depth analysis of emission sources showed that both the organic binders in the cores, as well as the traditional carbon-based lustrous carbon generators in the green sand system, contribute to BTEX (benzene, toluene, ethyl benzene, xylene) emissions. Since Clariant provides green sand additives, I focused on a systematic screening of natural carbon materials with a low profile on volatiles creation under casting conditions that can substitute the traditional materials. Finally, I was able to identify a special grade of graphite fulfilling all requirements. It was by no means an accident, but like with all inventions, a bit of luck was involved.Why of all things are BTEX emissions so important for the foundry industry?
Based on the simple fact that liquid iron at up to 1500 °C hits carbon in the green molding sand the creation of volatile organic components and also dangerous BTEX emissions were deemed inevitable. This is why the legal limit for benzene emissions, for example, is four times higher for foundries than for other industries.Are all types of graphite suitable for LE+ Technology?
A special graphite grade, which was carefully selected over a long development process, is only one part of LE+ Technology. In contrast to bentonite, graphite cannot be dispersed very easily in a green sand system. For the success of LE+ Technology the combination of special graphite and dispersion agents is very important.
»We developed a test rig in our application lab that measures emissions from green sand systems under realistic foundry process conditions.«
Dr. Thomas Engelhardt
Former Lab Head Application Development EMEA
Clariant Adsorbents
You’ve developed a method by which you can measure and compare emissions. How does this technology work?
Anybody can just promise lower emissions. To convince customers, you need to provide hard facts. We thus developed a test rig in our application lab that measures emissions from green sand systems under realistic foundry process conditions. Just like in a foundry, we pour liquid iron in a standardized green sand mold and collect all the gases in a specially designed absorber trap. We then desorb the gases from the absorber and analyze them qualitatively and quantitatively with state-of-the-art GC-MS techniques.How do you evaluate the results?
To prove the efficiency of our LE system to customers and authorities, we ask our customers to send us a green sand sample from their established process using traditional additives prior to introduction of the LE+ Technology. We measure the current BTEX emissions and use the results as a baseline later. After introduction of the LE+ Technology, the foundry sends us a second green sand sample, which is also analyzed regarding BTEX emissions in our application lab. The direct comparison of both samples proves the reduction of BTEX emissions from the green sand system to the customer. Customers who also need to reduce their emissions from cores can substitute organic with inorganic binder systems.
You are the inventor of the LE+ Technology. Did you make the discovery by accident or did you pursue the goal intentionally?
Let me emphasize first that the starting point of this innovation—like all development projects —was a clear customer need: the reduction of foundry emissions. Our in-depth analysis of emission sources showed that both the organic binders in the cores, as well as the traditional carbon-based lustrous carbon generators in the green sand system, contribute to BTEX (benzene, toluene, ethyl benzene, xylene) emissions. Since Clariant provides green sand additives, I focused on a systematic screening of natural carbon materials with a low profile on volatiles creation under casting conditions that can substitute the traditional materials. Finally, I was able to identify a special grade of graphite fulfilling all requirements. It was by no means an accident, but like with all inventions, a bit of luck was involved.Why of all things are BTEX emissions so important for the foundry industry?
Based on the simple fact that liquid iron at up to 1500 °C hits carbon in the green molding sand the creation of volatile organic components and also dangerous BTEX emissions were deemed inevitable. This is why the legal limit for benzene emissions, for example, is four times higher for foundries than for other industries.Are all types of graphite suitable for LE+ Technology?
A special graphite grade, which was carefully selected over a long development process, is only one part of LE+ Technology. In contrast to bentonite, graphite cannot be dispersed very easily in a green sand system. For the success of LE+ Technology the combination of special graphite and dispersion agents is very important.
Dr. Thomas Engelhardt
Former Lab Head Application Development EMEA
Clariant Adsorbents
»We developed a test rig in our application lab that measures emissions from green sand systems under realistic foundry process conditions.«
You’ve developed a method by which you can measure and compare emissions. How does this technology work?
Anybody can just promise lower emissions. To convince customers, you need to provide hard facts. We thus developed a test rig in our application lab that measures emissions from green sand systems under realistic foundry process conditions. Just like in a foundry, we pour liquid iron in a standardized green sand mold and collect all the gases in a specially designed absorber trap. We then desorb the gases from the absorber and analyze them qualitatively and quantitatively with state-of-the-art GC-MS techniques.How do you evaluate the results?
To prove the efficiency of our LE system to customers and authorities, we ask our customers to send us a green sand sample from their established process using traditional additives prior to introduction of the LE+ Technology. We measure the current BTEX emissions and use the results as a baseline later. After introduction of the LE+ Technology, the foundry sends us a second green sand sample, which is also analyzed regarding BTEX emissions in our application lab. The direct comparison of both samples proves the reduction of BTEX emissions from the green sand system to the customer. Customers who also need to reduce their emissions from cores can substitute organic with inorganic binder systems.
Treasure down below
THE VOLCANIC HISTORY OF BENTONITE
From the depths of the Earth, to the heights of the atmosphere—and back. The history of most bentonite deposits began with a bang, and ash was propelled skywards as part of a volcanic eruption.
From the depths of the Earth, to the heights of the atmosphere—and back. The history of most bentonite deposits began with a bang, and ash was propelled skywards as part of a volcanic eruption.
Start
SHAKE, RATTLE AND THROW
Volcano eruptions start with a rumble and a plume of smoke, before shooting a column of lava, gas and ash upwards—sometimes as high as 16 miles!
Next
CRASHING ASH
As the ash falls, it is carried away by wind to far-off valleys and hollows, where it deposits glass-containing rocks known as vitreous tuff.
Next
WHAT RIVERS MAY BRING
Rivers transport the ash again and layers of rock and sand cover and protect the volcanic ash deposits against erosion.
Next
PRESSURE COOKER
Over eons, the deposits are subjected to high pressure and temperatures that form bentonite, while the landscape above undergoes massive changes.
Next
BACK TO THE START
Wanna see it again? With just a click you can jump back in time 13 million years.
Restart
SHAKE, RATTLE AND THROW
Volcano eruptions start with a rumble and a plume of smoke, before shooting a column of lava, gas and ash upwards—sometimes as high as 16 miles!
CRASHING ASH
As the ash falls they are carried away by wind to far-off valleys and hollows, where it deposits glass-containing rocks known as vitreous tuff.
WHAT RIVERS MAY BRING
Rivers transport the ash again and layers of rock and sand cover and protect the volcanic ash deposits against erosion.
PRESSURE COOKER
Over eons, the deposits are subjected to high pressure and temperatures that form bentonite, while the landscape above undergoes massive changes.
-
Exploration
Bentonite
beneath
your feet
A massive bentonite deposit was discovered by chance over one hundred years ago in Gammelsdorf, Germany, just northeast of Munich. Ever since, people have been mining this valuable resource. After using wide-scale test boring to locate significant deposits, the most interesting portion of the mining process begins: negotiating with the landowner, or dozens of owners, as is oftentimes the case.
FUN FACT
According to German Mining Law, the landowner owns bentonite deposits all the way to the Earth’s core.
-
Opening Up
Dig deeper,
layer after
layer
Once we’ve obtained all the required permits, we can begin excavating. Layer after layer of topsoil, gravel and rock are removed and stockpiled separately. In an effort to save energy, the overburden is removed in a circular fashion so that the dump trucks can unload their 40-ton load from a new hole into an old one. This keeps trip lengths to a minimum.
FUN FACT
In 1313, Gammelsdorf saw the last battle of armor-clad knights on German soil. Artifacts from the encounter pop up every now and again.
-
Extraction
From the
mine to the
production
A massive 5-ft thick layer of bentonite lies at a depth of approx. 90ft. To keep the clay from being exposed to impurities, a 3-ft protective layer of overburden is left in place. Now the excavators roll in and remove the bentonite. In Gammelsdorf, we mine for 15 different qualities. We then ship them to Moosburg, our largest production site, where they are processed into products as diverse as bleaching earths, foundry binders and drilling additives.
FUN FACT
300,000 tons of bentonite are mined in Gammelsdorf annually—the same size of a meteor that slammed into Arizona to create the Meteor Crater.
-
Refilling
Filling
the gap
After we’ve excavated the bentonite deposit, it’s time to begin with the re-naturalization of the site. Rock, gravel and topsoil are re-layered in their original order and packed back into the earth with a bulldozer. While doing so, it is essential to ensure that water supply and runoff are maintained, before re-cultivating the site. The last step is to pour in the meticulously stockpiled topsoil and model the landscape according to the landowner’s requirements.
FUN FACT
Farmers sometimes opt to receive their land back landscaped in a different shape than it was before to control water runoff and increase crop efficiency.
-
Back to Nature
Mining
Helping
nature
blossom
To re-naturalize land, it is not enough to simply fill a hole. Life must return. For this purpose, we plant leguminous crops to activate microbial life in the soil. After two years, the soil has been sufficiently enriched and we begin with planting. We take utmost care to increase biodiversity by choosing suitable planting schemes (mixed woodlands) and creating biotopes.
FUN FACT
The scrapedozers are designed in such a way that they put no more strain on the soil than a pedestrian.
Building a better binder - the activation of bentonite
Natural bentonites occur in two main forms: Na-based and Ca-based. While Ca-bentonite is more common, Na-bentonite is a more effective binder. To boost the binding power of Ca-bentonite, it is subjected to a chemical reaction with soda ash to activate its outer and inner surfaces, which increases its ability to bind water.
(Ca)-bentonite + Na2CO3
(Na2)-bentonite + CaCO3
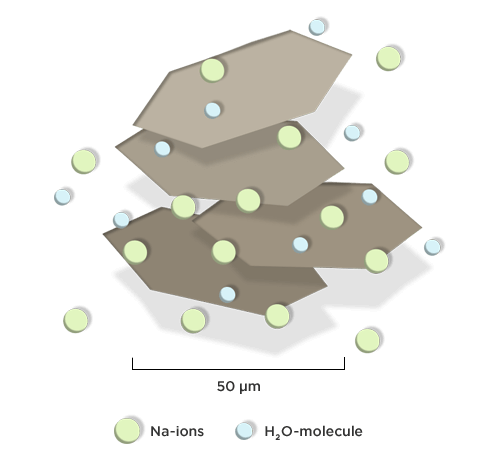
50 µm
- Ca-ions
- Na-ions
- H2O-molecule
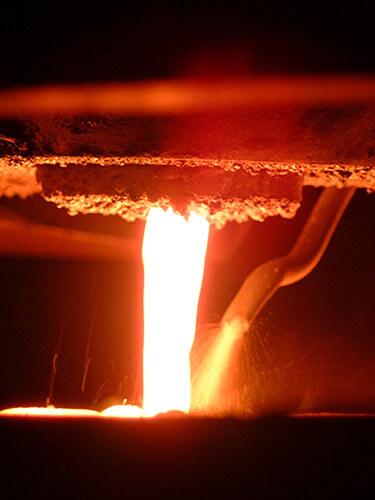
Packing iron while it’s hot - the LE+ technology in action
The vast majority of iron flows in green sand molds for automotive parts, such as engine blocks, transmission parts or brake discs. How does changing to LE+ Technology influence the production process? To get the inside scoop, we asked one of Europe’s largest automotive companies, Stellantis.
How did it come to be that Stellantis began using LE+ Technology?
As the environmental authorities officially requested us to lower our BTEX emissions outside the chimneys, we studied what Clariant offers as a solution.What were some of the issues you were having with your previous product?
There is no real existing issue except a lustrous carbon generator level in the premix.When did you become convinced of LE+ Technology?
Thanks to the various presentations done by Clariant and their BTEX tests on molding sands.How complicated was it refitting the foundry for LE+ Technology?
Some precautions must be taken. At the implementation phase, it is important to define the first recipe to be used, and then decrease the lustrous carbon generator rate percent step by step.Would you recommend LE+ Technology?
Yes, because using it contributes to improving the quality of our environment. The implementation of LE+ Technology is easy but more controls of the sand system are necessary during the product changeover steps. This technology helps reduce the consumption of premix.What concrete benefits does it provide to Stellantis in the production process for ventilated break discs?
Basically the benefits are a reduction of the BTEX emissions, improvement of the molding and mold release accuracy and reduction of the premix consumption.To what extent have your emission levels improved since you started using LE+ Technology?
Based on the latest analysis, we confirm a reduction of the emissions, the extent of which remains to be concretely evaluated thanks to a complementary analysis we are currently working on.
Source: Stellantis, a Clariant customer
Treading lightly - how to change a global footprint
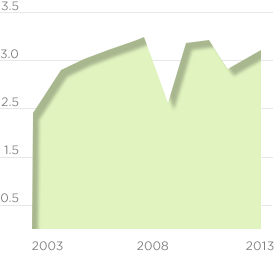
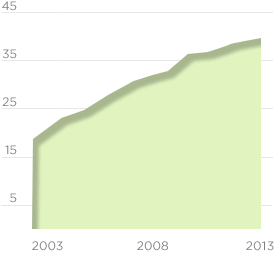
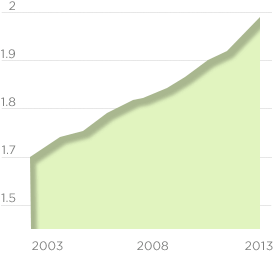
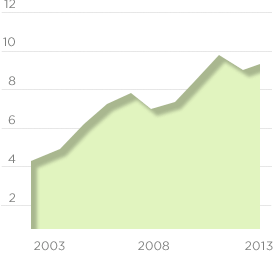
Millions of tons of liquid iron are poured into cast forms annually around the globe. Production is increasing—and with it the amount of toxic BTEX emissions. To ensure responsible action, it is essential to be on site. Our production facilities around the world cover the most important markets to seamlessly get LE+ to where it needs to go. We’re right around the corner.

-
Europe


y-axis: Ferrous castings (mil. t)

Mr. Lorenzo Sechi
Head of Sales, Marketing and Technical BD Foundry and Specialty Additives EMEA»Lowest cost of ownership and being a good neighbor—LE Technology helps my customers achieve both.«
E-Mail -
Americas

y-axis: Ferrous castings (mil. t)
Mr. Nuno Figueiredo
E-Mail
Head of Sales, Marketing and Technical BD Foundry and Specialty Additives Americas -
China

y-axis: Ferrous castings (mil. t)
Mr. Xiaopeng Zheng
Sales Manager Foundry Additives China»LE Technology will be a great help for Chinese foundries to achieve the ambitious targets for emission reductions mandated by the latest government 5-year plan.«
E-Mail -
Korea

y-axis: Ferrous castings (mil. t)

Mr. Woon Jong Cho
Sales Manager Foundry Additives Korea»Korean foundries are looking for sustainable solutions—I will show them how LE Technology will benefit them.«
E-Mail -
SEAP
y-axis: Ferrous castings (mil. t)

Mr. Ittipon Udomsilp
Regional Sales Manager SEAP»Increased productivity by LE Technology will be a major topic for my customers.«
E-Mail
Any questions left? Learn how LE+ technology supports your process
Making the switch is much easier than you probably expect. Our global team of experts is ready to help implement LE+ Technology for you.
LE+ Technology sounds perfect to me. But do I have to change my entire production process now?
I want to change my process, where do we start?
I am mainly concerned about certain emissions not exceeding a certain level. Can we focus on that?
Do I have to shut down all my processes during the change to LE+ Technology?
After implementation, I might not have the knowledge to monitor the changes and their outcome. Can we stay in contact?
ECOSIL™ LE+ fulfills EcoTain® criteria our approach to sustainability
EcoTain® is our label for sustainability excellence products and solutions showcasing best-in-class performance. They highlight our contributions to a sustainable future and add value to our customers and society as a whole.

To sum up: The benefits at a glance
Low waste generation
Low waste generation
High actives concentration and lower BTEX concentration in the sand system yield higher sand recycling rates and reduce waste sand.
Low green sand emissions
Low green sand emissions
LE Technology lowers toxic BTEX emissions (benzene, toluene, ethyl benzene and xylene) by preventing them from forming during casting.
Unrivaled productivity
Unrivaled productivity
Fast mixing, high actives concentration and low defect rates boost foundry throughput and productivity.
High precision castings
High precision castings
Smooth surfaces and low sand adhesion create high-precision and perfectly formed castings that help you stay competitive in a tough environment.
Total Cost of Ownership
Total Cost of Ownership
By switching to LE Technology in your foundry, you will not only contribute to environmental protection, but you will also reduce your total costs.
ECOSIL™ LE+: What it can do for you
ECOSIL™ LE+ combines the properties of GEKO™ LE+ and high-quality coal in a premix form. Carefully selected types of bentonites, coal, graphite and dispersant grades balance the individual challenges of the various molding steps and ensure optimized productivity and casting quality. Since lustrous carbon generation is no longer a main requirement of the coal part of the premix, BTEX emissions can be drastically reduced while maintaining high throughput and low scrap rates.
Reduction of emissions of aromatic compounds
- ECOSIL™ LE+ minimizes the usage of traditional lustrous carbon generators in the green sand system and thus reduces the production of BTEX emissions during the casting process.
Clean casting surfaces
- ECOSIL™ LE+ provides for the creation of an even coating of the quartz sand granules with graphite as a separating agent; thus, the bonding between molding sand and casting is significantly reduced and clean casts are produced that easily separate from the mold.
Improved productivity
- Optimized bentonite properties allow high production throughput, balancing mold fragility and easy shake-out
- Improved flow properties of green sand yield excellent mold-filling capacity
- Perfect mold stability and clean surfaces reduce scrap rates and rework efforts
- Good productivity even under difficult processing conditions like short mixing times, high used-sand temperatures or high core-sand inflow
Optimized mold characteristics
- Selected, high-quality coal grades balance gas formation, swelling and water storage properties to achieve an orchestrated action of a reducing atmosphere (corrosion prevention), gas cushioning on the mold surface (no metal penetration) and mold dimensional stability (low scrap and rework)
- Controlled grain size distribution of the coal reduces the risk of brittle fractions of the mold and of explosion penetration during the casting process
GEKO™ LE+: What it can do for you
GEKO™ LE+ is an effective booster for foundry productivity consisting of an optimum blend of high-quality bentonites, selected graphite grades and suitable dispersants. It provides for superior quality in precision castings while minimizing BTEX emissions from the green sand system.
Reduction of emissions of aromatic compounds
- GEKO™ LE+ minimizes the usage of traditional lustrous carbon generators in the green sand system and thus reduces the production of BTEX emissions during the casting process
Clean casting surfaces
GEKO™ LE+ provides for the creation of an even coating of the quartz sand granules with graphite as a separating agent; thus, the bonding between molding sand and casting is significantly reduced and clean casts are produced that easily separate from the mold
Improved productivity
- Optimized bentonite properties allow high throughput balancing mold fragility and easy shake-out
- Improved flow properties of green sand yield excellent mold-filling capacity
- Perfect mold stability and clean surfaces reduce scrap rates and rework efforts
- Good productivity even under difficult processing conditions like short mixing times, high used-sand temperatures or high core-sand inflow

Solutions. ECOSIL™
ECOSIL™ lustrous carbon former ensures easy mold separation, improved surfaces and increased mold stability. Learn more
Home. Back to main page.

Go to our homepage to learn about our company, our solutions, careers and investor relevant information. Read more
