MINUTE STRUCTURES. MONUMENTAL CHANGE.
What if the smallest structures could create the biggest impact? In nature, a butterfly emerges from its chrysalis through countless invisible molecular shifts – a transformation that happens at a scale we cannot see and yet creates something remarkable.
In industry, zeolites work the same way. These crystalline structures – built from silicon, oxygen, and aluminum – are the silent architects of transformation at the molecular level. Their intricate pore networks act as 'molecular sieves,' guiding and reshaping molecules with extraordinary precision to transform how we make chemicals, reduce emissions, and build a sustainable future.
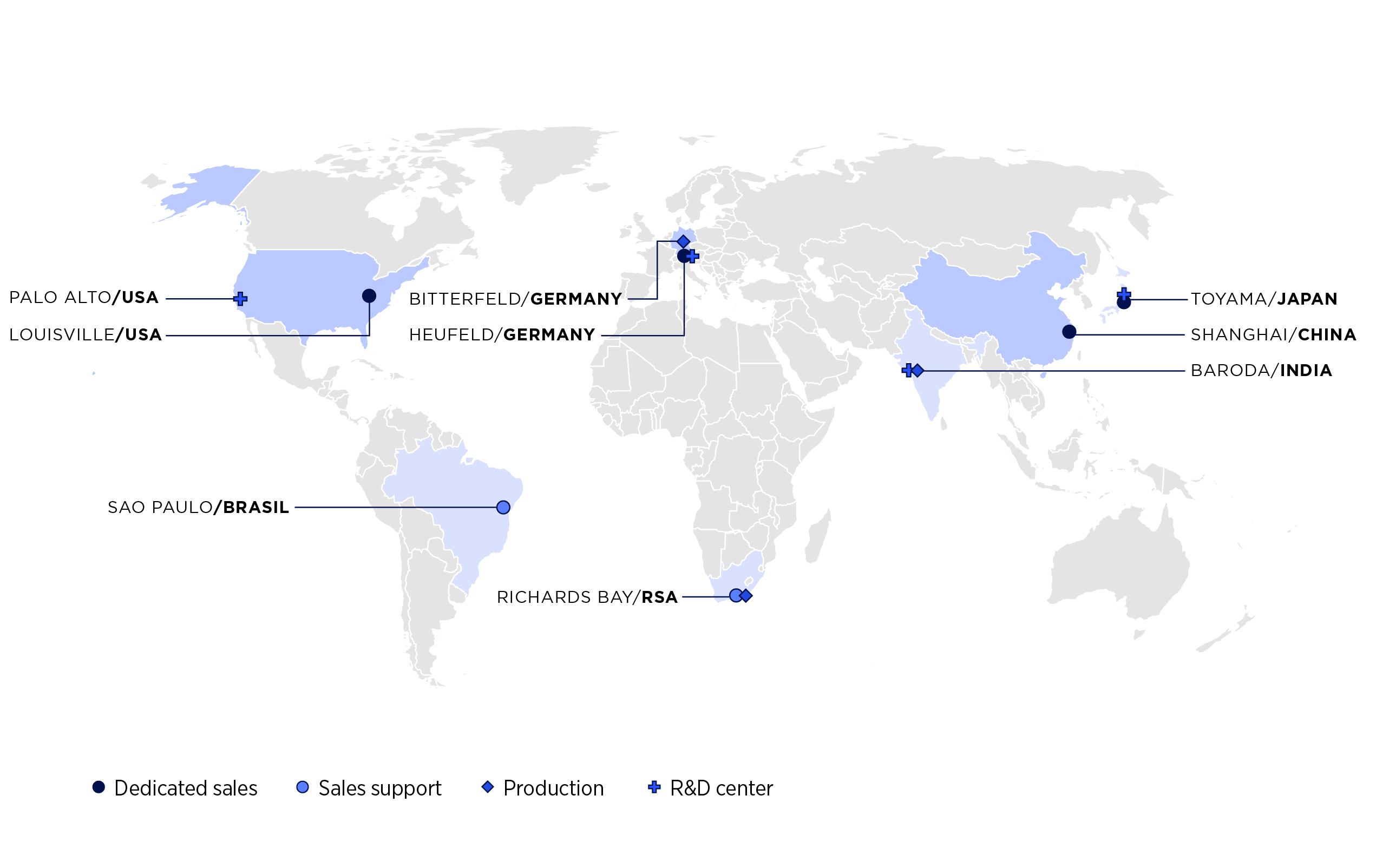
Clariant zeolites: Precision-engineered solutions with global reach
Our global research and production network enables fast, collaborative development of zeolite-based catalysts and adsorbents tailored to your needs.
Whether you're innovating breakthrough processes or optimizing plant operations, Clariant provides custom synthesis services, consistent quality, and expert support at every scale—worldwide.
Catalyzing sustainable transformation for a greener future
WHITEPAPER
As industries strive to reduce their environmental footprint and align with global sustainability goals, innovative solutions are crucial for enabling sustainable transformations. Clariant, a leading specialty chemicals company, has developed cutting-edge zeolite solutions that address key sustainability challenges across various sectors, including aviation, plastics, and industrial emissions control.
This white paper explores Clariant’s zeolite catalysts and their role in enabling the production of sustainable aviation fuel (SAF), carbon-neutral plastics, and effective industrial emission control systems. Leveraging the unique properties of zeolites, these solutions facilitate the use of renewable feedstocks, increase process efficiency, and minimize harmful emissions, contributing to a more sustainable future.
Zeolite Videos
Using MFI zeolites for carbon-neutral plastics
Plastics are essential materials of modern life, but their production emits significant amounts of CO2 and other greenhouse gases. By harnessing the unique pore structure of MFI zeolites, biobased alcohols made with green energy can be turned into more sustainable, carbon-neutral plastics.
Turning cooking oils into green jet fuels with AEL zeolites
Air travel is vital to global connectivity but also a major source of emissions. With the help of AEL zeolites, used cooking oils from homes, restaurants and industry can be turned into clean-burning aviation fuels.
Using MFI Zeolites to trap harmful car odors
Some people enjoy that “new car smell”, but it’s actually a mix of volatile organic compounds (VOCs), some of which can be harmful. With MFI zeolites, manufacturers can reduce these emissions and create cleaner, safer car interiors.
Enhancing plastic recycling with MFI zeolites
One of the biggest challenges in plastic recycling is sorting mixed waste. By using MFI zeolites in catalytic pyrolysis, plastics can be chemically recycled more efficiently and turned back into valuable hydrocarbon feedstocks.
Controlling industrial emissions with BEA zeolites
Industrial processes release various pollutants and greenhouse gases. Among the most harmful are nitrogen oxides (NOx) and nitrous oxide (N₂O), both major contributors to air pollution and climate change. With BEA zeolites, these gases can be converted into harmless compounds.
Standard zeolites: A highly versatile family of crystalline materials
Thanks to their microporous structure and versatile characteristics, Clariant’s standard zeolites are used as adsorbents, additives, and catalysts for numerous purposes in industrial production.
Reducing harmful emissions, providing sustainable fuels
Zeolites help to protect our environment:
- They support the transition from fossil-based to sustainably produced fuels, petrochemicals, and chemicals.
- Metal-exchanged zeolites convert NOX and N2O emissions from mobile and stationary engines into harmless substances.
- Highly hydrophobic zeolite materials effectively reduce VOC emissions.
Standard zeolites, tailored to suit your needs
Clariant’s technical team can tailor the chemical and physical properties of standard zeolite structures to ensure they suit your needs. This way, Clariant can support your industrial and R&D projects with standard zeolite products.
Special-grade zeolites: Meeting your specific requirements
Clariant offers a wide technical portfolio to develop and commercially manufacture virtually any zeolite that meets your specific requirements. Special-grade zeolites have been developed to a scalable R&D recipe or can be produced on customer request. Please contact your Clariant sales representatives for further details.
Customizing, scaling up, and developing new zeolites for you
The roots of Clariant’s zeolite business are in Germany and South Africa: In the 1980s, the Germany-based R&D team developed a custom catalyst which became Clariant’s first commercial zeolite product. It was then scaled up and produced at one of our production sites in South Africa.
Since then, Clariant technical teams at three R&D sites and multiple production locations have developed a toolset that allows for fundamental supportive work with our customers to bring an idea from R&D to commercial production.
Clariant’s offers:
- Free-of-charge “try-out” samples from commercial production
- Modifying our standard zeolite powders
- Scaling up your laboratory-scale zeolite recipe to commercial production
- Developing and producing zeolites that meet your needs for entirely new applications
- Applying Clariant’s forming technologies to select zeolite powders to suit commercial production processes
During a custom project, Clariant follows a rigorous protocol to maintain confidentiality and to protect our customers’ intellectual property. Internal firewalls make sure all project information remains confidential.
Clariant's global zeolite specialists provide comprehensive technical support in selecting, modifying, developing, and incorporating the optimal zeolite into a diverse range of applications.
Rigorous quality control
Principles and CertificationsClariant’s zeolites are manufactured in state-of-the-art plants in Bitterfeld (Germany) and Richards Bay (South Africa). Both plants are dedicated exclusively to zeolites.
The zeolite production process is certified according to ISO 9001, ISO 14001, and ISO 45001.
Rigorous quality control is a part of every production step: Advanced analytical equipment as well as modern laboratory and pilot-plant testing facilities are used for quality control. The dedicated testing equipment comprises continuous-flow fixed-bed reactors for once-through or recycle operation at isothermal or adiabatic conditions. This allows us to simulate almost every catalytic reaction.
Discover the full potential or our zeolite technology
Get in contact with our Clariant Zeolites Experts
Nora Schiefenhoevel
EMEA地域にお住まいですか?
Noraへお問い合わせください。
Jordan Knapp
アメリカ地域にお住まいですか?
Jordanへお問い合わせください。
新川 桂太郎
APAC地域にお住まいですか?
新川へお問い合わせください。